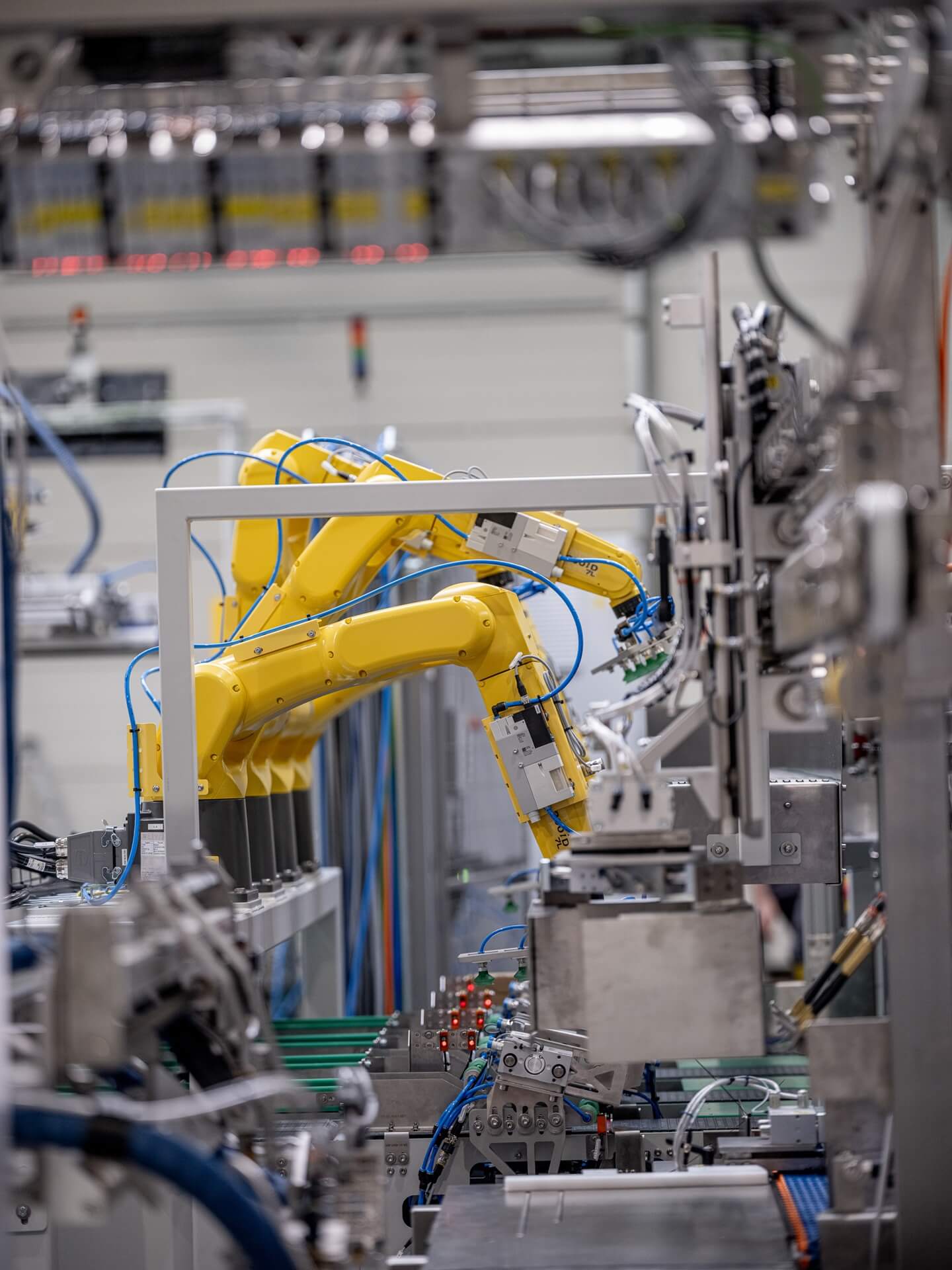
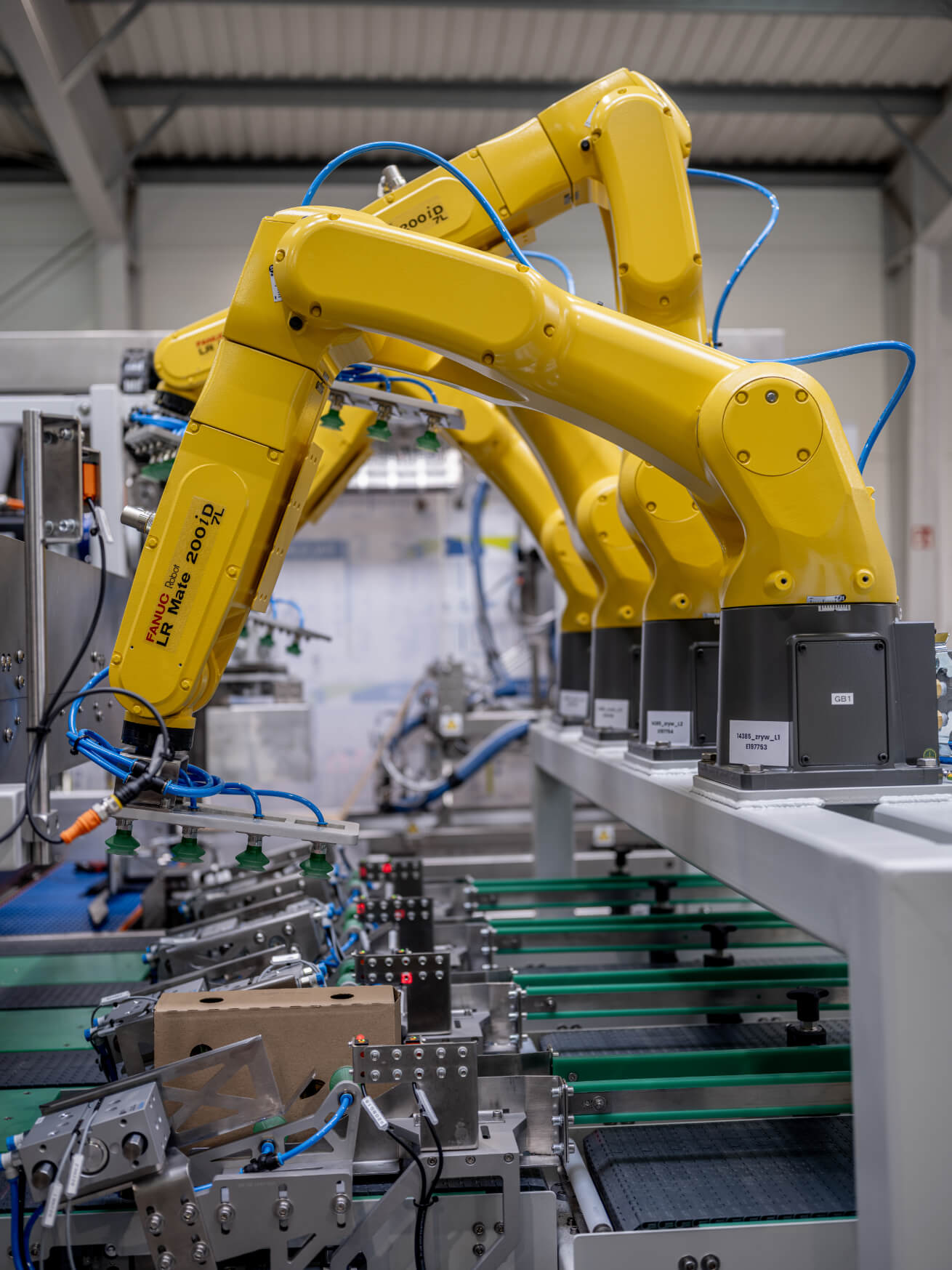
From the outside, an industrial robot might seem unimpressive – just a metal arm mounted to the floor. But in reality, it’s a complex mechanical, electrical, and software-driven system. Every component serves a specific function and contributes to the overall operation.
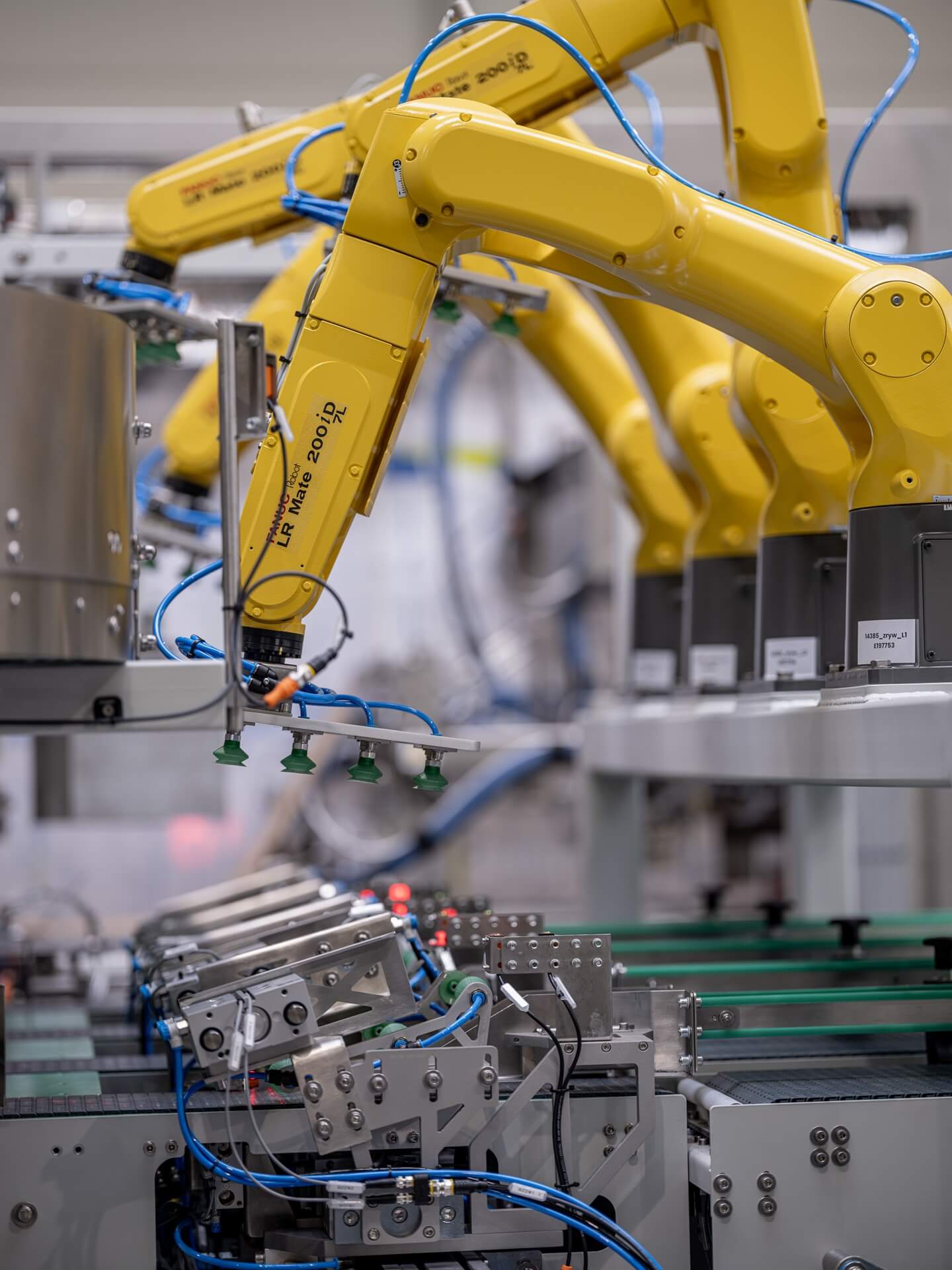
The most important part is the robotic arm – responsible for movement in space. Its construction and number of axes (typically 4 to 6, though 7-axis systems also exist) determine its range and degree of freedom. Robotic arms must be both lightweight and rigid to deliver speed and accuracy.
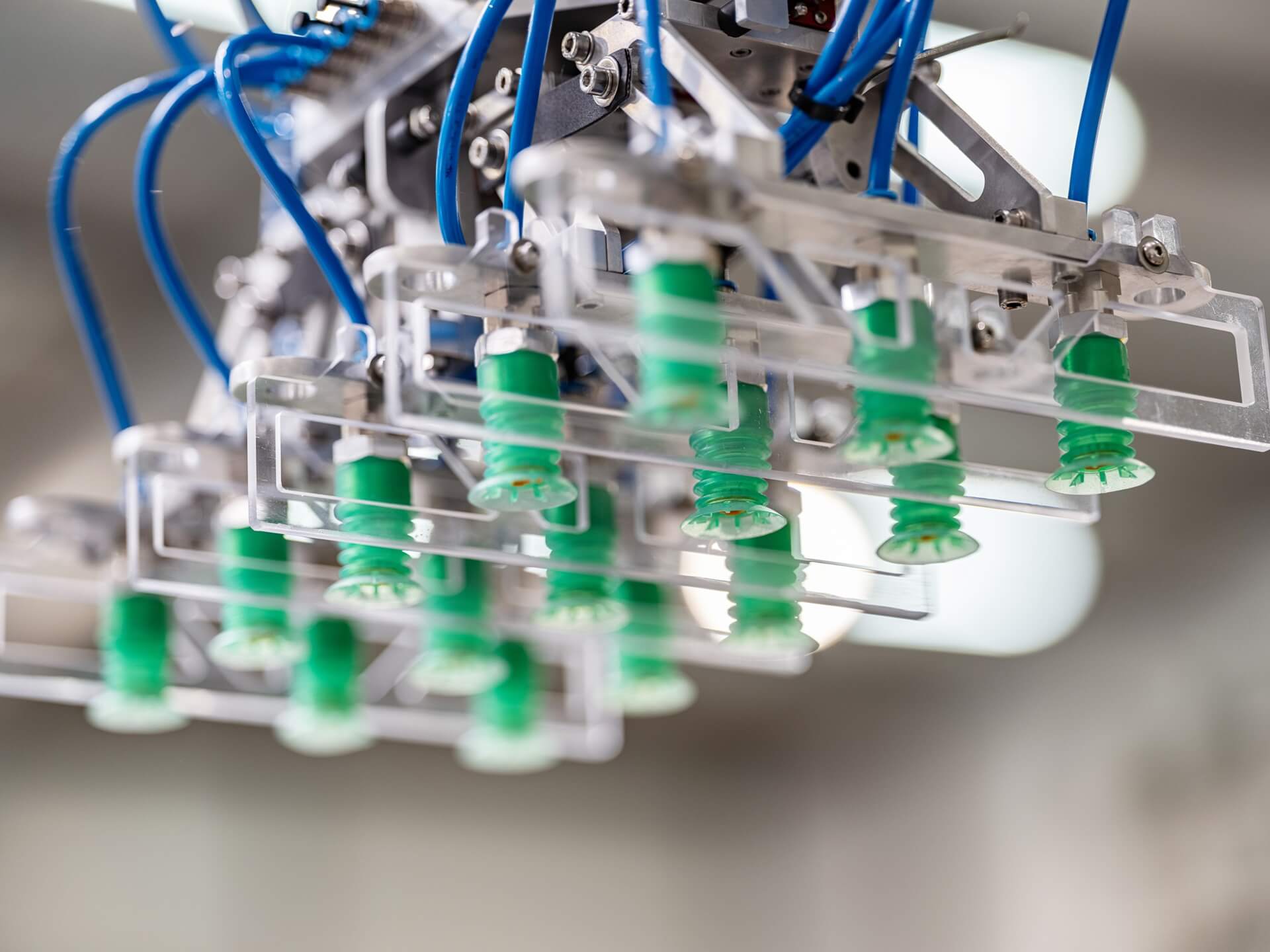
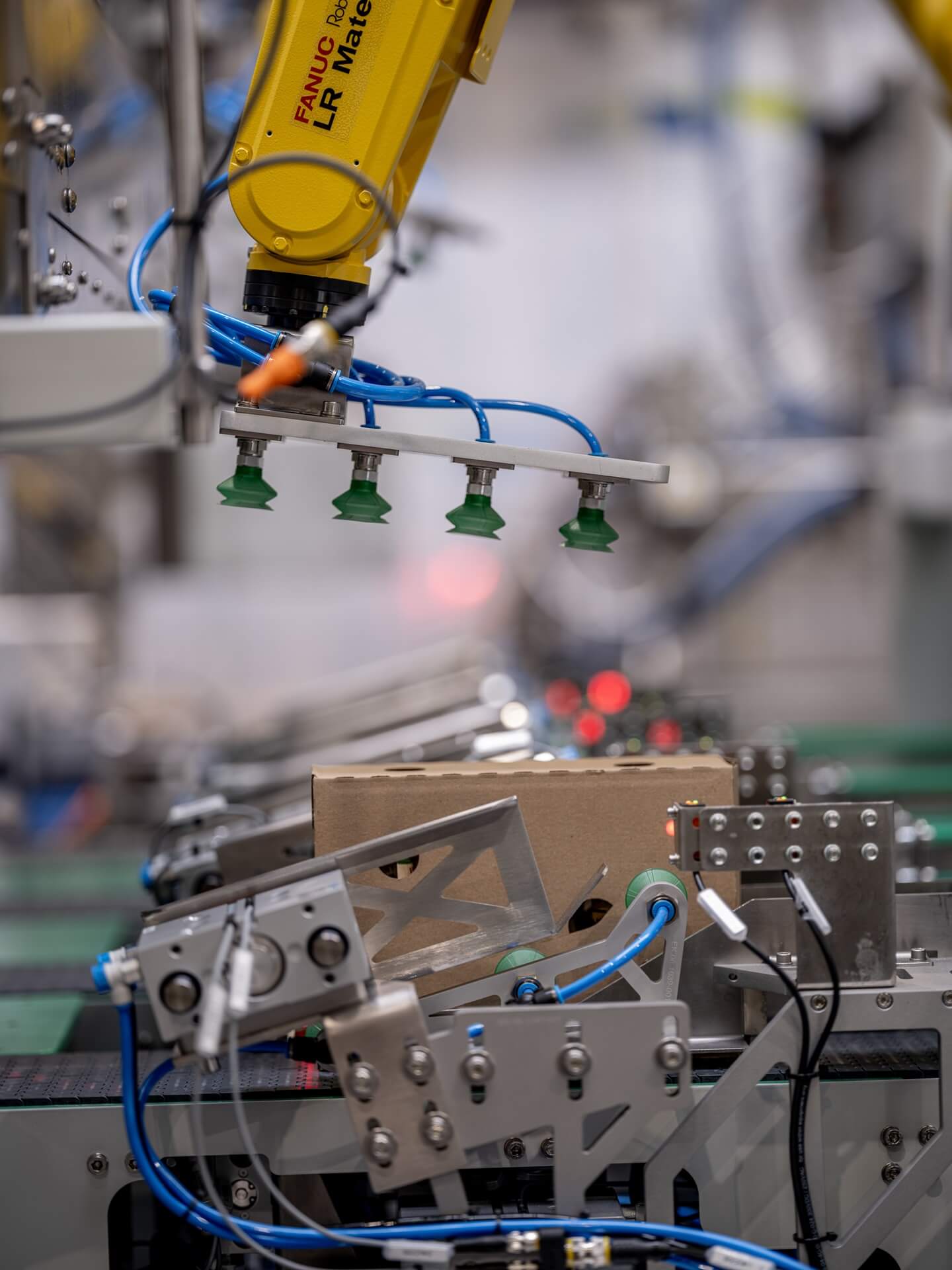
At the end of the manipulator is the end effector, also known as a gripper. This is the part that directly interacts with the product – gripping, moving, arranging, or sorting it. Depending on the task, grippers can be mechanical, vacuum-based, magnetic, or even specialized suction cups for food or foil.
The key element of every robotic system is the controller, which handles all logic – it interprets commands, manages motion, communicates with sensors, and oversees coordination with other devices. The controller is what tells the robot what to do and when to do it.
There’s also a user interface – an intuitive control panel that enables programming, testing, and real-time monitoring of the robot’s operation. In modern systems, this is often a touchscreen or a simplified pendant.
Let’s not forget the extras – more and more robots come equipped with vision systems, force sensors, high-precision servos, or dedicated safety units. These features enable not just automation, but also real-time quality control and safe collaboration with humans.
The use of robots today goes far beyond repeating the same task for an entire shift. Modern robots are defined by a range of features that let them adapt to changing production and logistics environments.
Modern robotics isn’t limited to production lines. Increasingly, robots are working with logistics systems (e.g., WMS), assisting with maintenance tasks, or integrating with e-commerce platforms to help fulfill orders.
Robotic workstations are used in a wide range of industries – from food and cosmetics, to logistics and e-commerce, to heavy industry and pharmaceuticals. Here are a few key applications:
Palletizing and Depalletizing
Robots are excellent at stacking products on pallets – following a defined pattern while maintaining balance and order. Unlike humans, they don’t tire or make fatigue-related errors. The same applies to depalletizing – robots can unload even irregular or incompletely stacked pallets automatically.
Kitting and Mixing
In logistics and promotional packaging, robots are increasingly important. They can assemble cartons with various products according to each specific order. This allows for "product mix" packing without requiring large teams of workers.
Quality Control
When integrated with 2D or 3D cameras, robots can also act as inspectors – checking product shape, color, weight, or labeling. They operate quickly and consistently, without missing defects.
The decision to implement robotics is usually based on cost analysis, ROI estimates, and risk assessment. In practice, however, the benefits go far beyond measurable savings – it’s often a breakthrough in the development of the entire organization.
Most common benefits of robotization:
Robots also help companies maintain production continuity – even during staffing shortages, seasonal peaks, or crises. Automation reduces dependency on labor market fluctuations.
Many imagine programming a robot as a task reserved for engineers with years of experience. In fact, modern interfaces allow users to set up basic operations without writing a single line of code.
You simply define start and end positions, set the grip, speed, task sequence, and test the operation. Increasingly, “teach by guiding” is used – the operator manually guides the robot arm along the path, and the robot records the motion.
Thanks to graphical interfaces (similar to mobile apps), settings can be changed quickly, new tasks created, and the robot adapted to changing needs.
We are not manufacturers of industrial robots, nor do we offer rigid, off-the-shelf solutions. Before selecting a robot, we analyze the real needs of your facility – processes, space, constraints, products, order variability, and development plans.
This allows us to design systems that truly improve your production – not just create a “modern look.” The robot becomes part of your organization – integrated with WMS, ERP, labeling, printing, quality control, and warehouse communication systems.
Instead of making promises – we’ll show you a real-life example. We’ll analyze your process, propose the right solution, estimate the cost and ROI. No empty declarations – just facts, figures, and real results you can see on the production floor.